電機檢修中更換軸承質量控制要求
2024-03-04
根據多年的檢修運行狀況,電機尤其是高壓電機檢修后經常發生如下問題:
1、電機檢修后試運中電機軸承溫度高;
2、電機檢修后試運中電機振動大;
3、電機檢修后單體試運正常,帶機械連軸后振動增加;
4、電機運行一段時間后軸承響聲異常甚至損壞;
5、電機正常運行中補充油脂造成電機軸承溫度飆升。
以上問題的發生往往是在電機檢修過程中忽視了質量控制所引起的,因此我們經常說廠家的電機質量好些,其實不然電機廠的生產及組裝整套工藝與我們現場所使用的檢修工藝是一樣的,只有注重了電機檢修過程中的質量控制才能使檢修后的電機真正恢復到電機出廠時的良好狀態。
電機檢修中的軸承質量控制,建議從以下方面進行:
1、電機軸承的選型:
眾所周知電機的運轉軸承的好壞和是否合適是電機運行壽命和質量第一道關口。
首先需要核對電機銘牌的軸承型號、廠家等信息,核對待用軸承的技術參數是否能滿足電機使用,以我司磨煤機電機為例:電機銘牌標明使用前端軸承為23044CC/C3W33(SKF)說明電機軸承為:內徑220毫米、外徑為340毫米、厚度為90毫米、軸承徑向游隙為220~290um、鋼保持架、瑞典斯凱孚生產的調心圓柱滾子軸承。磨煤機電機型號YTM710-6功率1600KW額定轉速993r/min。
電機軸承的保持架的材質一般分為鋼保持架、銅保持架和尼龍保持架,我們常用的保持架為鋼保持架和銅保持架兩種,整體來說鋼保持架的軸承運行時噪聲較銅保持架的軸承大,但是鋼保持架軸承負荷承受能力略強于銅保持架軸承。尼龍保持架軸承一般用于輕載荷特殊要求的設備。例如主變潛油泵電機軸承為尼龍保持架,使用該類型保持架是防止保持架磨損或斷裂時無金屬屑進入主變油系統中。
當我們選擇軸承時以SKF、NSK和FAG三個品牌軸承為例:

可以看出:
A、NSK軸承的極限轉速不能滿足該電機使用,若強行使用將造成軸承的保持架容易疲勞斷裂,引發故障。
B、鋼保持架軸承負荷承受能力略強于銅保持架軸承。
因此磨煤機電機可選用SKF或FAG兩個品牌的軸承。
2、電機軸承的檢查:
不是所有采購回來的軸承都可以隨意領用后不經過檢查就可以直接使用,采購回來的軸承有可能出現包裝破損造成軸承銹蝕等情況;供貨商為謀取利益供貨為假軸承;供貨過程中出現偏差,造成來的軸承規格型號偏差等原因。因此新軸承領用后必須進行相應的檢測,有疑問時必須弄清楚才可進行安裝。
2.1軸承上型號、規格、生產廠家等鋼字碼清晰正確,軸承選用符合電機銘牌要求。
2.2清洗檢查軸承,軸承必須光滑;無傷痕,孔洞及銹斑,保持架無松動,內外徑合乎要求,轉動時聲音勻稱,無雜音無震動搖擺現象。
2.3軸承保持架的檢查:保持架允許稍有晃動,鋼保持架不許與內外圈接觸,銅保持架允許與內圈摩擦。
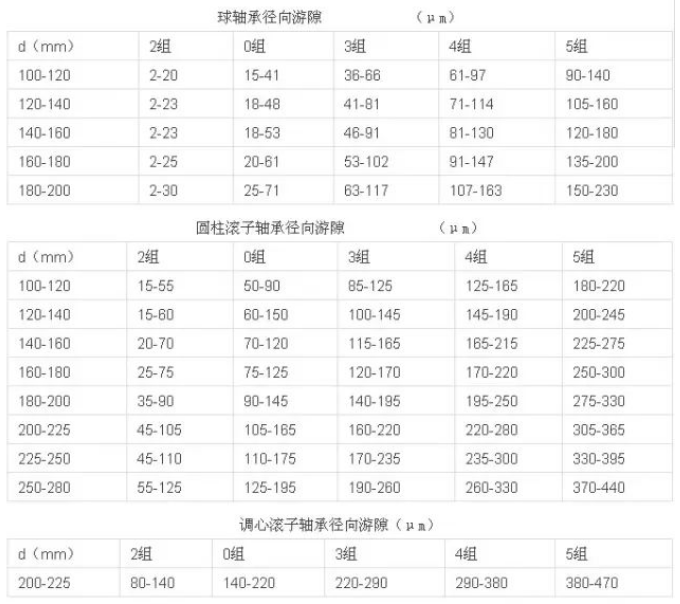
2.4老軸承磨損及新軸承游隙在以下規范內:
游隙檢查方法:檢查軸承的徑向游隙磨損程度。先將軸承的潤滑油洗凈,用磁性千分表座架在轉子軸頸上,千分表打在軸承外圈上,在千分表相對的軸承外圈上施加150N壓力或推力,即可在千分表上讀出軸承的徑向游隙。
3、電機軸頸和軸套參數檢查
電機解體后,拆除電機軸承應對電機軸頸和端蓋軸套進行測量,以檢測是否有走內外圈的情況,同時對軸頸和軸套的表面光潔度、橢圓度進行檢查測量,當表面光潔度不足或橢圓度超標時,軸承將引起變形,造成軸承游隙的改變。
軸頸和軸套的偏差尺寸在下表范圍內:
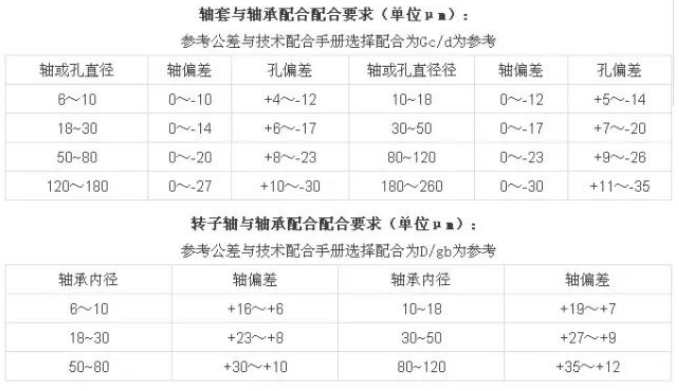
軸套和軸頸過松過緊均對組裝的好電機有影響,過松時容易出現跑內、外圈的情況,過緊時壓縮軸承的游隙,軸承游隙的改變造成軸承緊力過大,運行中溫度偏高繼而影響軸承的壽命。
4、軸承安裝的注意事項:
4.1軸承選擇并對各部件測量后一般采用加熱或冷打的方式安裝,中大型電機軸承的安裝一般采用加熱安裝,目前多采用軸承加熱器進行加熱。軸承加熱器對軸承進行加熱時需要注意加熱溫度,不是加熱溫度越高越好。根據軸承廠家資料表明軸承加熱溫度一般在80~105攝氏度就可以安裝。因此加熱時需要嚴格控制溫度,軸承加熱溫度過高容易造成軸承鋼材材質變化,影響軸承壽命。
4.2軸承加熱器采?的是磁場渦流原理進行加熱,因此加熱器對軸承的鋼材有磁化情況,選用加熱器時需選用帶退磁功能的軸承加熱器進行加熱,軸承被磁化后容易吸附鐵屑等鐵磁物質,在軸承清洗時難以清洗干凈,影響軸承的使用壽命。
4.3軸承安裝必須到位,清洗軸承需要檢查是否清洗干凈,盤動軸承無卡塞跳動現象。
4.4軸承安裝后需要復查軸承的徑向游隙,此時的游隙稱作安裝游隙,在對新軸承檢查時測量的游隙為出廠游隙,當安裝后游隙的壓縮量過大說明電機軸承的軸頸或軸套配合有問題。
5、潤滑脂的選用及加油量:
軸承潤滑脂品種繁多,軸承運轉速度、負載力的大小及負荷是否均勻對均需要不同類型的潤滑脂。一般電廠為統一潤滑脂電機統一加一種或兩種油脂容易造成電機運行時軸溫偏高或潤滑效果不理想的情況。
一般來說極壓型高粘度油脂應運用在高轉速高負載的電機,極壓型粘度較低的油脂用于低轉速高負載電機。當高粘度油脂用于低轉速電機時容易造成油脂潤滑不充分(即油脂甩不動)造成電機軸承溫度偏高,影響電機軸承壽命。低粘度油脂用于高轉速電機時油脂容易被甩出,造成軸承室內缺油,影響電機軸承壽命。因此電機在軸承檢修安裝中應注意選用合適油脂。
電機軸承加油不是越多越好,油脂過多時,高轉速電機由于油脂和軸承、擋油環等部件的摩擦造成電機軸承溫度上升,且油脂一點一點的甩出過程中易造成電機軸承溫度較大幅度波動,影響檢修、運行人員的正確判斷。因此軸承的加油量應為軸承油腔容積的1/3~2/3,(3000轉/分為1/3;1500轉每分為1/2;1000轉每分及以下為2/3)。
電機正常運行后根據電機運行時間合理補充油脂,一般加油量在首次較多,其原因為加油管、油蓋等處油脂未完全填滿,加油初期油脂首先是補充了油脂缺失部分,因此加油時應邊加油邊聽軸承內油脂的潤滑聲音。
6、其他部件檢查:
電機更換軸承檢修中對端蓋、油蓋、止動環、擯帽螺母、擋油環經常是清洗干凈后就放一邊待裝復,其實這些部件的檢查測量及其重要,嚴重的影響電機整機安裝的質量。因此在清洗干凈后必須進行以下檢查測量:
6.1電機端蓋、油蓋止口是否光滑完整,無磨損或變形,若有需進行修復。
6.2電機油蓋止口有磨損時需要上車床加工或更換,車削加工時需要按照原端蓋止口高度進行將止口及油蓋接合面一刀車出,否則影響裝配間隙。
6.3在老軸承拆卸前需對軸承滾珠和彈道磨損進行檢查,從而分析軸承在上一個運行周期中是否出現安裝偏心等情況,若有在新軸承安裝時需要根據實際情況進行調整。
6.4擋油環的安裝以擋油環帶斜度面靠軸承側安裝,若出現安裝反的情況容易造成廢油無法排出和軸承摩擦擋油環的情況,造成電機軸承壽命降低;
6.5止動環的定位片無磨損,若有磨損需要更換止動環,否則止動環的位移將造成擋油環松動與電機軸承摩擦。
6.6擯帽螺母的變形在允許范圍,正常安裝時擯帽螺母不是采用打擊的方式進行安裝,是采用鉤子扳手進行安裝。擯帽螺母必須擯緊,并用止動環反扣牢固,否則電機運行中將造成擯帽螺母與油蓋摩擦或擋油環和止動環及軸承的摩擦。
7、電機磁場中心的調整:
在理想狀態下,即電機運行中軸承的油脂不會被污損和甩出的情況下,電機運行轉子的位置是由電機設計的電機磁場中心所固定的,或者說電機沒有前后內外油蓋,電機在磁場中心平衡后電機仍舊能正常運轉。其實我們常見的軸瓦電機就是該類型運行方式,我們可以注意到檢修后的軸瓦電機啟動瞬間有時候有較大的軸竄后恢復至平穩狀態,此時的竄動就是電機在自行尋找電機的磁場中心。
碰到的較多情況是電機檢修后單體試運三向振動中唯獨軸向振動大或者單體試運狀態很好,但是連機械運行是軸向振動明顯增加的情況。以上情況的發生多為電機在組裝或找中心過程中電機磁場中心位置發生偏移造成。均屬于安裝問題。
仍舊以磨煤機電機為例,磨煤機電機前端軸承軸套厚度為108mm,電機前軸承厚度為90mm,前軸承兩端油蓋止口高度為10mm,由此計算可得出電機在組裝完成后兩油蓋無法和軸套合縫,誤差高達2mm。詢問電機廠一般答復是為了節約材料,加工軸套時選用的是110mm鋼板加工,因此有兩毫米加工余量,油蓋是倒模出來的,按照標準加工止口都是10mm,因此加個墊子就可以了。經常認為原來電機解體后橡皮墊子是多厚的再安裝也就用多厚的,或者厚一點也沒有關系,或者說不就是2mm間隙嗎,我加個兩毫米墊子隨意套那邊就可以彌補了不合縫的問題。然而事實是這樣嗎?若這樣完全可以油蓋加工到9mm就可以了,其實這兩個毫米的間隙就是電機廠在電機組裝過程中用于調節電機磁場中心用的。
那么磁場中心是否有偏差,偏差怎么測量?中大型電機尤其是高壓電機在定子和轉子鐵芯上均設計有導風風道,該設計是為了加強定子和轉子的冷卻效果,在電動機的設計中定子和轉子的導風風道是一一對應的,也就是說電機的磁力中心線若對準后導風風道應完全對齊。
電機在組裝完成后應檢查電機磁力中心線是否對齊,若磁力中心線向前移動,松開后端軸承油蓋并取下前端外油蓋的墊子同時加厚前端內油蓋的墊子重新安裝油蓋,對角慢慢收緊油蓋螺栓,利用油蓋止口將轉子向后壓至磁力中心線對齊,對齊后拆下油蓋測量軸承端面至軸套的距離,根據和油蓋止口的厚度偏差重新根據該厚度制作新的墊子,同時根據計算偏差值更換內油蓋的墊子。再拆卸后端油蓋測量軸承端面至軸套的距離,根據和油蓋止口的厚度偏差重新根據該厚度制作新的墊子,同時根據計算偏差值更換后端內油蓋的墊子。若磁力中心先線向后移動,則向反方向壓即可。注意的是一定要更換 兩組油蓋的四個墊子才可。
為什么要更換4個墊子才可以?從理論來說更換一個就可以了,電機不是由磁力中心線定位嗎?其實不然,更換后端的兩個墊子是為了保證后端圓柱滾子軸承的滾子和軸承內圈沒有偏移,軸承更好的運轉的同時避免后軸承偏移后和擋油環距離不足引起摩擦,造成軸承損壞。前端內油蓋更換為合適的墊子是為了防止電機檢修后運輸或找中心時引起磁力中心線再次偏差造成電機軸向振動大。
因此在開篇中提出的5個問題個人認為是應進行以下回答:
1、電機檢修后試運中電機軸承溫度高的原因分析為A、選用油脂失誤或加油過多;B、軸頸或軸套過緊引起軸承安裝蠕變量大,軸承間隙不足;C、軸頸或軸套過松引起軸承走套;D選用軸承錯誤,間隙系列選擇錯誤。
2、電機檢修后試運中電機振動大的原因分析A、軸承清洗不干凈,軸承內有異物;B電機地腳沒有墊平出現跛腳現象;C、磁力中心線沒有對齊;D、電機裝配時端蓋結合面、油蓋結合面等處有變形導致沒有安裝到位。
3、電機檢修后單體試運正常,帶機械連軸后振動增加原因分析為A、油蓋的墊子配合不合適,在連軸后拖動磁力中心線變化引起,一般表現為軸向振動大幅度增加,水平和垂直振動正常;B中心未找對引起,一般表現為三側振動均增加。
4、電機運行一段時間后軸承響聲異常甚至損壞原因分析為:A、軸承清洗不干凈,軸承內有異物;B磁力中心線未完全對齊,雖然軸向振動不大但是電機屬于單邊磨損,加快軸承損壞;C、軸承質量不行。
5、電機正常運行中補充油脂造成電機軸承溫度飆升的原因分析為:A、選用補充油脂失誤或加油過多;B、電機加油通道或油脂內有異物進入軸承引起,此時軸承應出現響聲異常。
總體來說電動機現場經常進行的檢修項目就是更換軸承,從軸承的選型到裝配的過程中很容易出現這樣那樣的遺漏和疏忽繼而引起檢修完成后故障頻發,因此參與檢修的人員應根據作業指導書的工序和檢修工藝的質量標準一步一步進行工作,切忌不可由于趕工期或原來就是這樣的我這樣安裝沒有錯的思想誤導,造成檢修后設備無法正常投運或設備壽命大大降低情況。
來源:防爆云平臺
(版權歸原作者或機構所有)
