水泥立磨選粉機下軸承密封結構的改進
2024-09-02
史剛
(冀東水泥銅川有限公司)
摘 要:某Φ5.4 m水泥立磨選粉機主軸部分下軸承密封采用浸油石棉盤根形式,密封不良,水泥粉容易進入損壞軸承。對此進行多次改進,增加測溫裝置、密封罩和迷宮密封,引入密封風等多重密封形式,取得了較好的效果。
0 引言
某公司原Φ5.4 m水泥立磨于2013年左右投產,產量180~200 t/h,選粉機主軸下軸承故障較多。后期對軸承的密封結構進行了優化,軸承使用壽命有所增加,但仍存在一定問題。又與立磨廠家共同研發優化設計,對選粉機主軸下軸承結構進一步升級改造,采用多重密封結構,并增加測溫裝置,改后使用效果良好。
1 下軸承密封原結構形式及問題分析
水泥立磨選粉機下軸承處原密封結構形式見圖1所示,采用的是浸油石棉盤根形式,軸承供油從立磨外部管道打到軸承上部,油脂進入后滴入軸承上,實現潤滑。更換石棉盤根不用拆卸與轉子相連的半聯軸器,更換相對方便,成本低。
正常使用一年后,出現主軸振動大、異響問題,經拆解發現下軸承出現損壞,內部有水泥粉進入。更換軸承、新的浸油石棉盤根后,繼續投入使用。但后期軸承使用周期不斷縮短,依次為10個月、8個月、5個月,頻繁出現損壞,損壞原因基本類似。
經分析認為,此部分結構在選粉機內部,周圍溫度在80 ℃左右,浸油石棉盤根容易老化,密封失效,使水泥粉進入軸承內部,造成軸承損壞;軸表面磨損,安裝面質量變差又造成軸承壽命縮短。
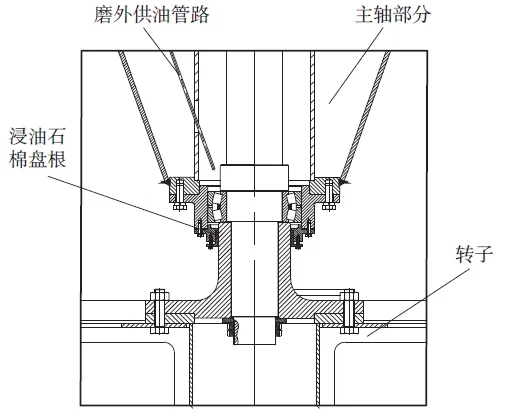
圖1 Φ5.4 m水泥立磨選粉機下軸承處結構
2 下軸承密封及測溫裝置的增加
2017年初夏,將原浸油石棉盤根更換為兩組SKF唇形密封圈,并對軸承的安裝面、唇形密封圈接觸面進行了堆焊加工修復。為更好地了解此軸承的實際工作溫度,以及軸承溫度出現異常變化時,可以盡快做出調整或準備相關備件等,通過對軸承座打孔的方式增加了軸承測溫裝置,對軸承溫度及時觀察,并根據溫度趨勢范圍適當調整供脂量。
此次改進后,工作中軸承未出現異常情況,使用約1.5年后,在定檢中檢查軸承和密封圈,軸承游隙有增大,密封圈緊固程度降低,第二組密封圈中已存在水泥粉,雖判定仍可正常使用一段時間,但考慮到臨檢對旺季生產的影響,對軸承與密封圈全部進行了更換。后期因運轉率降低等問題,在2021年左右定檢中再次更換。
3 多重保護結構的持續優化
2020年在定制新的Φ5.4 m水泥立磨時,公司與裝備廠家一起探討選粉機主軸部分下軸承問題,提出了即使密封圈損壞,水泥粉仍不能進入軸承,確保軸承的正常使用的研究思路,經共同討論,最終確定以下多種保護結構(見圖2):
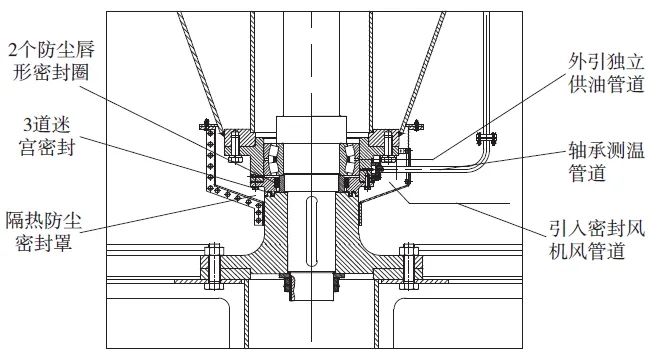
圖2 選粉機下軸承多重密封保護結構
(1)靠近軸承的部位仍采用兩組SKF耐高溫防塵唇形密封圈。
(2)密封圈外部利用半聯軸器結構和密封圈座形成了三層迷宮密封。
(3)軸承座與半聯軸器外部加裝了整體的隔熱密封罩,密封罩外部與密封風機的一路正壓風連接。隔熱密封罩內部是正壓,外部是磨內負壓,水泥粉已很難進入隔離罩內,保證軸承座及迷宮部位處于潔凈的環境里。
(4)在軸承供油方面也做了優化。軸承選用帶潤滑油槽的調心滾子軸承,在軸承座加工潤滑脂通道,從磨機外部接入獨立的供油管路直接到軸承座,確保供油直接進入軸承。引入軸承測溫專用管路,測溫線在管路內部,供油管路和測溫管路外部現場焊接角鋼,且均位于磨機的出風口側,利用主軸部分的阻擋保護,進一步防止磨內物料對測溫、供油的損壞(見圖3)。
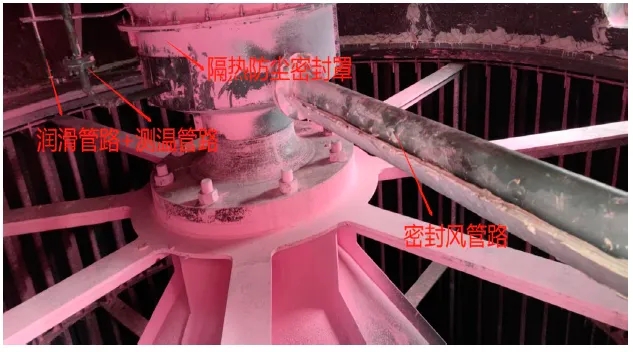
圖3 選粉機下軸承密封防護結構外觀
4 效果
新優化后的選粉機主軸下軸承密封防護結構自2021年初夏投入運行后,軸承溫度保持在60 ℃以下,對比原水泥立磨相同出口溫度下,軸承溫度降低了20 ℃左右。2023年年初停機檢查時,隔離密封罩內部無明顯水泥粉,機械迷宮處較潔凈,密封圈及軸承良好。鑒于市場對水泥立磨成品的歡迎度高,銷售旺盛,新投產水泥立磨運轉率很高,產量220 t/h左右,截止到停 機檢查時按照生產水泥總產量核算,相當于原水泥立磨約兩年的運行時間。實踐說明,新形式的選粉機主軸結構對水泥立磨工況適應性強,獲得了較好的效果。
來源:《水泥雜志》
(版權歸原作者或機構所有)
